Installation Service
"A high-quality HVAC system is only as good as its installation. At Om Sai
Enterprises, we provide end-to-end installation services that ensure your equipment runs at peak
efficiency. From heavy-duty Chillers and AHUs to intricate Ducting and BMS integration, our
certified engineering team executes every project with precision. We strictly adhere to safety
standards and cGMP guidelines to deliver a facility that is ready for validation and operation."
- We are a dedicated leader in providing comprehensive Cleanroom and Critical Environment
solutions.
- Built on a strong foundation of high-precision engineering, quality materials, and technical
expertise.
- Successfully serving clients in the Pharmaceutical, Biotechnology, Healthcare, and
specialized R&D industries.
- Offering complete solutions from Conceptual Design and Installation to Final Commissioning
and Validation.
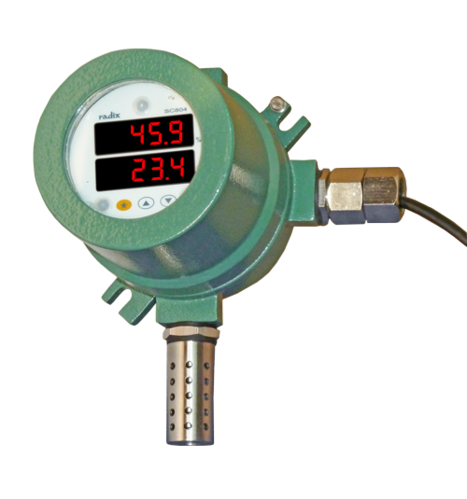
- Expertise in designing, installing, and validating HVAC systems (AHU, Chillers) crucial for
pressure, temperature, and humidity control.
- Providing high-quality, non-shedding modular panels, doors, and pass-boxes for sterile
environments.
- Strict adherence to international regulatory guidelines, including ISO 14644, cGMP, and FDA
requirements.
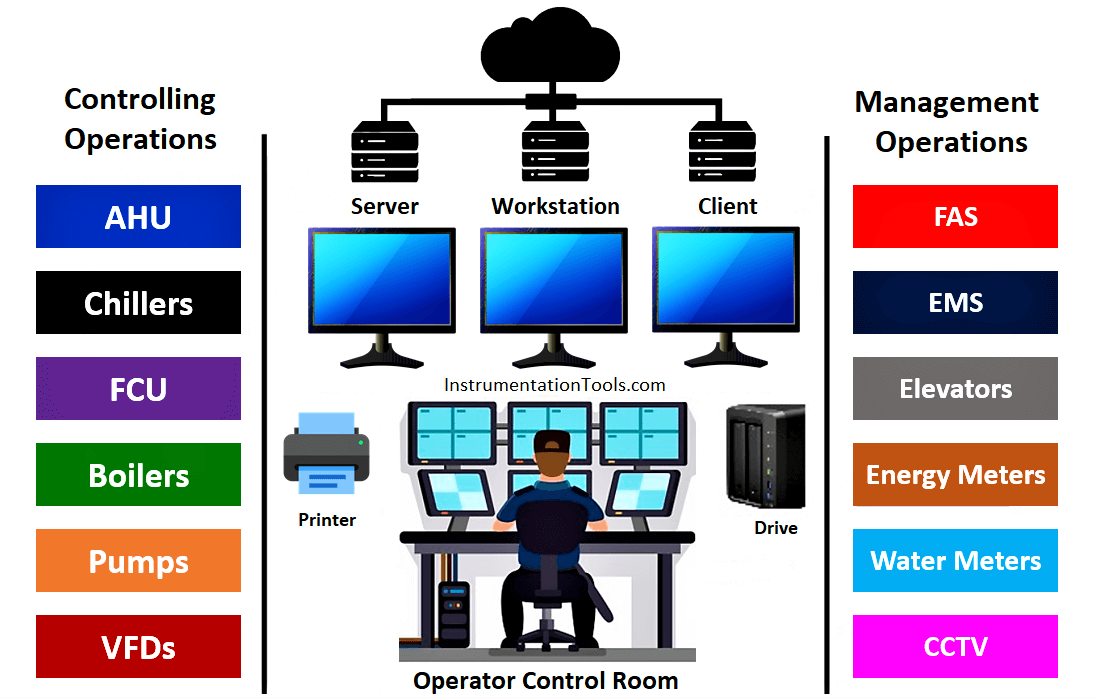
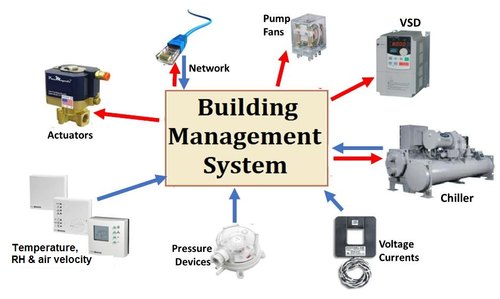
- Advanced Building Management System (BMS) integration for automated and centralized facility
control and monitoring.
Validation Service
Alcon Cleanroom offers specialized **Validation Services** essential for achieving regulatory
compliance in pharmaceutical and biotech facilities. We cover the complete validation lifecycle,
including Design Qualification (DQ), Installation Qualification (IQ), and Operational
Qualification (OQ). Our certified team conducts critical testing, such as HEPA filter integrity
and non-viable particle counting, to verify system performance. We ensure your cleanroom and
HVAC systems strictly adhere to ISO 14644 and cGMP standards. Finally, we provide comprehensive,
audit-ready documentation, guaranteeing the reliable and repeatable performance of your critical
environment. Partner with us to minimize operational risk and achieve regulatory readiness from
day one.
Key Benefits of Our Validation Services:
- Regulatory Compliance: Ensuring full adherence to international standards (cGMP, FDA, and
ISO 14644).
- Performance Guarantee: Assurance that your cleanroom system delivers consistent, repeatable
control over critical parameters (Temperature, RH, and Pressure).
- Full Validation Lifecycle: Comprehensive coverage from Design Qualification (DQ) through
Installation (IQ) and Operational Qualification (OQ).
- Specialized Testing: Execution of essential cleanroom tests, including HEPA filter integrity
(PAO/DOP) and Non-Viable Particle Counting.
- Audit Readiness: Providing thorough, legally defensible, and audit-ready documentation for
all validation activities.
- Risk Mitigation: Identifying and correcting performance deviations before they impact your
sensitive manufacturing processes.
Maintenance Services
Alcon Cleanroom offers expert Maintenance Services crucial for maximizing the uptime and
longevity of your critical cleanroom infrastructure. Our tailored **Preventive Maintenance
(PM)** programs are specifically designed to sustain regulatory compliance and ensure the
continuous, optimized operation of HVAC, modular paneling, and utility systems. We focus on
proactive component inspection, energy optimization, and calibration verification, which
significantly reduces the risk of costly shutdowns. Choose Alcon Cleanroom for reliable,
responsive maintenance that guarantees sustained performance, extended asset life, and
consistent audit readiness.
Our Maintenance Program Includes:
- Preventive Maintenance (PM): Scheduled inspections, cleaning, lubrication, and planned
replacement of critical wear-and-tear components.
- 24/7 Emergency Support: Rapid-response technical crew available to address sudden
breakdowns and restore system functionality quickly.
- Calibration & Re-Validation: Verification and documentation of all critical monitoring
sensors to maintain the system’s validated state.
- Scope Coverage: Comprehensive service for AHUs, Chillers, Air Distribution Networks, BMS
controls, and Modular Cleanroom Structures.
- Energy Optimization: Fine-tuning equipment to ensure maximum power efficiency, leading
to significant long-term operational cost savings.
- Audit Documentation: Providing detailed service logs and maintenance records essential
for regulatory inspections and quality assurance procedures.